Lassen in de metaalbewerking: processen, lassymbolen en lasposities
Lassen is een van de meest toegepaste technieken om metalen onderdelen duurzaam met elkaar te verbinden. De kwaliteit van een lasverbinding wordt bepaald door voorbereiding, het gekozen lasproces, de laspositie en de juiste instellingen.
Wat bepaalt de kwaliteit van een las?
- Materiaalsoort (bijv. staal, RVS) en materiaaldikte
- Voorbereiding van de laskant (passing, reiniging, laskantvorm)
- Juiste lasmethode (MIG/MAG, TIG, elektrode) en toevoegmateriaal
- Laspositie en bereikbaarheid (bijv. onderhands, verticaal, bovenhands)
- Nabehandeling en controle (slijpen, visuele inspectie, meten)
Veelgebruikte lasprocessen (kort uitgelegd)
MIG/MAG lassen
MIG/MAG is populair voor staalconstructies en seriewerk. Het proces is relatief snel en geschikt voor verschillende plaatdiktes. Bij MAG lassen wordt doorgaans een actief beschermgas gebruikt; bij MIG een inert gas.
TIG lassen
TIG lassen wordt vaak gekozen voor RVS en dunwandig materiaal, omdat u veel controle heeft over het smeltbad en het resultaat strak kan zijn. Het proces is doorgaans langzamer, maar levert een nette afwerking.
Elektrode lassen (MMA)
Elektrode lassen is praktisch voor reparaties en werk op locatie, vooral als omstandigheden minder ideaal zijn. Het vraagt vakmanschap en een goede voorbereiding om spatten en slakinsluitingen te beperken.
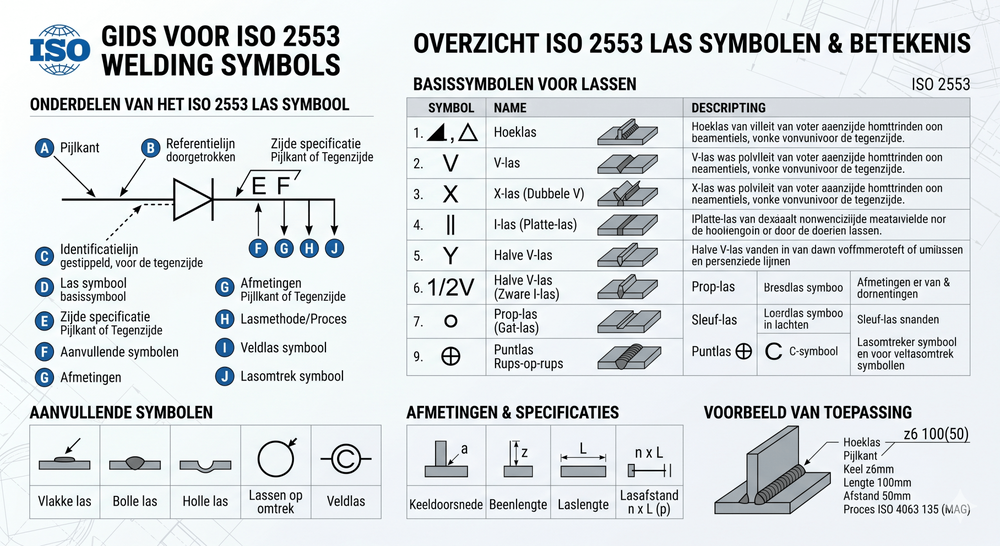
Lassymbolen en lasaanduidingen op tekening
Op technische tekeningen wordt lassen vaak gespecificeerd met lassymbolen. Daarmee is in één oogopslag duidelijk wáár en hóe gelast moet worden. In Europa worden hiervoor onder andere ISO-normen gebruikt (zoals ISO 2553).
- De pijl wijst naar de laslocatie op het werkstuk.
- Op de referentielijn staat het lassymbool (bijv. hoeklas, stompe las).
- De positie van het symbool (boven/onder de lijn) geeft aan aan welke zijde gelast wordt.
- Afmetingen zoals a-hoogte (keelhoogte), z-hoogte of s-dikte worden vaak naast het symbool vermeld.
- Extra informatie kan in de ‘staart’ staan, bijvoorbeeld proces of aanvullende eisen.
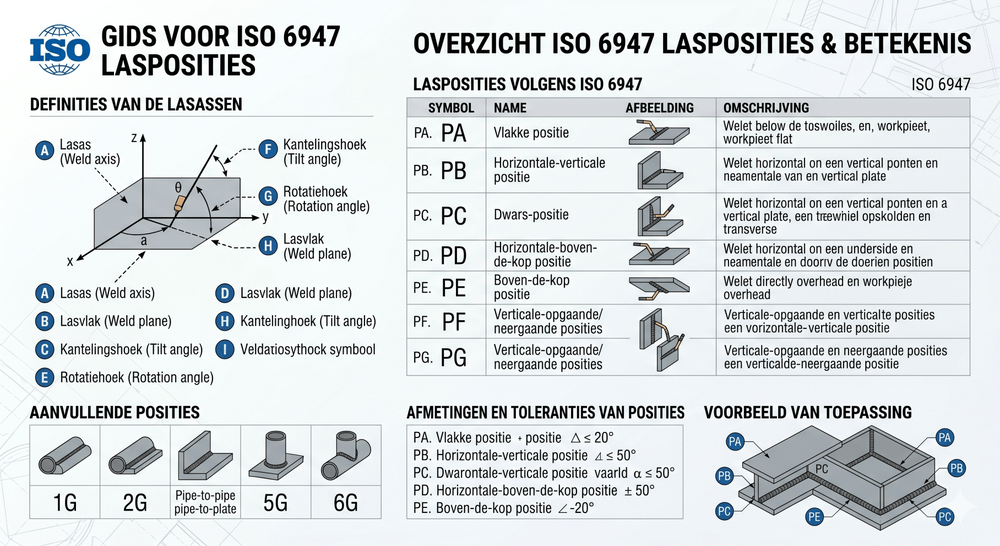
Lasposities (PA t/m PG) en waarom dat belangrijk is
De laspositie heeft invloed op warmte-inbreng, inbranding en de kans op fouten. Onderhands lassen is meestal het meest ‘vergevingsgezind’, terwijl bovenhands en verticaal lassen meer vaardigheid vraagt.
- PA: vlak/onderhands (meestal het eenvoudigst)
- PF: verticaal stijgend (goede beheersing nodig)
- PE: bovenhands (meer risico op doorzakken en spatten)
Praktische tips voor sterke lasverbindingen
- Zorg voor schone laskanten (vet, oxide en coating verwijderen).
- Hecht zorgvuldig: goede passing voorkomt kieren en vervorming.
- Denk aan krimp en vervorming; lasvolgorde maakt veel verschil.
- Specificeer duidelijke laskwaliteit en maatvoering (bijv. a-hoogte, lengte, rondom).
- Maak afspraken over nabehandeling (slijpen, afbramen, spatten verwijderen).
Veelgestelde vragen over lassen
Wat is het verschil tussen a-hoogte en z-hoogte?
De a-hoogte is de keelhoogte van een hoeklas (effectieve ‘dikte’ van de las). De z-hoogte is de beenlengte. Welke maat gebruikt wordt, hangt af van de tekenafspraak en normering.
Welke lasmethode is geschikt voor RVS?
Voor RVS wordt vaak TIG-lassen gekozen voor een strakke, gecontroleerde afwerking, zeker bij dunwandig materiaal. MIG/MAG kan ook, afhankelijk van dikte en gewenste productiesnelheid. In de praktijk wordt MIG/MAG bij RVS vaak uitgevoerd met puls (puls-MIG): dat geeft minder spatten, een rustige warmte-inbreng en een gladder/strakker uiterlijk van de las.
Waarom is de laspositie belangrijk?
In lastige posities is de kans op doorzakken, onvoldoende inbranding of porositeit groter. Door de positie vooraf te bepalen kunt u constructie, opspanning en planning hierop aanpassen.
Wilt u lassen uitbesteden of zoekt u advies over lasdetails in uw ontwerp? Neem gerust contact op met ES Metaaltechniek.